发货:3天内
发送询价
大型构件同步液压提升设备技术是一项新颖的建筑施工安装技术,液压提升装置是该技术的作业主体。以往这项技术中的液压提升设备是间歇工作方式,液压提升设备由顶部的上锚具机构、中部的穿心式提升液压缸、下部的下锚具机构和钢绞线等组成,待装构件通过地锚与钢绞线相连。其升降过程是:当下锚具机构夹紧钢绞线时,上锚具机构松开,主液压缸空载上升或下降,大型构件不动;当上锚具机构夹紧钢绞线时,下锚具机构松开,使主液压缸带载上升或下降。如此交替循环,大型构件便上升或下降至预定的高度。锚具液压缸在行使紧锚、脱锚功能时,紧锚力和脱锚力有限,因此紧锚和脱锚主要是靠钢绞线在负载转换过程中受到压力或拉力顶开或拔松锚片来完成的,锚具液压缸的压力只是行使锚片的初始压紧和维持松锚状态。锚具缸出力太大,反而会因误操作等带来意外。显然,在负载转换过程中,由于上、下锚具交替紧、松锚而使重物呈现停顿、再起动状态,产生附加惯性力,不仅生产效率低,而且性会受到影响。
 液压提升设备建筑施工的得力助手与亲密伙伴与施工工艺流程及操作要点
液压提升设备建筑施工的得力助手与亲密伙伴与施工工艺流程及操作要点{一}、液压提升设备建筑施工的得力助手与亲密伙伴
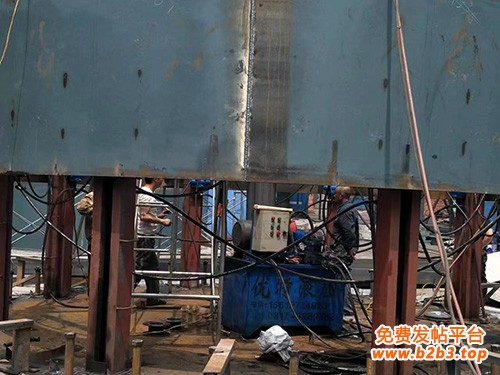
在建筑施工现场,液压提升设备忙碌的身影随处可见,宛如一位不知疲倦的勤劳工匠,为建筑工程的顺利推进默默奉献。在高楼大厦的建造过程中,它肩负起吊运建筑材料的重任,宛如一条的空中运输线。从底层到高空,液压提升设备凭借稳定可靠的提升性能,将大量的钢材、混凝土等材料安 全送达作业面。
其灵活的操控性使其能够适应不同建筑结构的施工需求。无论是在狭小空间内吊运材料,如同在迷宫中自如穿梭,还是在复杂结构的构件安装中施展身手,液压提升设备都能应对自如。它就像建筑施工团队的得力助手与亲密伙伴,为建筑工程的顺利推进提供了坚实有力的支持,助力一座座城市拔地而起,成为城市发展的亮丽名片。
{二}、液压提升设备施工工艺流程及操作要点
1工艺流程
施工准备→平面位置与垂直度测量与控制→第1筒节入仓、提升~第2筒节入仓、提升、组对、焊接→质量检查→已焊钢内筒提升、保温→第n节筒节组对、焊接、提升→钢内筒与支座环固定→安装比晃装置。
2操作要点施工准备
1)各层钢平台安装。在钢内筒安装前,应将烟囱设计的各层钢平台安装完,顶层钢平台上混凝土浇筑完成且混凝土强度达到设计强度。
2)钢内筒的预制、运输。钢内筒采用工厂化预制,钢内筒制作应就近选择加工厂,以方便运输。在焊接前应做焊接工艺评定试验,将试验确定的焊接参数作为指导工厂加工的依据。钢内筒运输时应尽量竖向放置,水平放置时应在其内壁加设防比变形的支撑杆。
3)钢内筒保温钉焊接。钢内筒液压提升设备进场后应提前进行筒外壁保温钉的焊接,以减少组对及提升过程中的交接作业,从而加快施工进度。
4)搭设吊装平台、运输轨道。在烟囱主体结构预留门洞外侧采用工 字钢搭设临时吊装平台,在平台上铺设运输轨道,轨道直通烟囱筒体内的提升位置,然后在轨道上设置运输平板车(平板车顶板顶面宜高出结构地面50cm以上,以方便焊接人员出入筒体)。在平板车中间部位焊接4个筒体就位的定位件,并在运输轨道的端部设2个小车定位车挡,以保证每节钢内筒在提升前位置准确。
5)作业平台的搭设。在钢内筒的内、外部用钢管各搭设一组作业平台,用于组对焊接及保温等施工。钢内筒内部的作业平台采用型钢搭设一个正方形平台,平台高度以方便焊工施焊为宜,并在平台顶面焊接格栅式钢板。为不影响钢内筒的运输就位,在烟囱顶层平台上设置1台2t卷扬机用于该内部作业平台的升降。筒内焊接时将内部作业平台降落至结构板上,下一筒节就位前,再将其提升至超过一个筒节的高度。钢内筒外部操作平台搭设为环形落地架,搭设高度不超过2个筒节高度,架体上铺设3层钢架板,用于筒体外部焊接及保温、彩钢板的施工。
6)液压系统及底部顶升安装的设置。在烟囱顶层平台上预留洞四角的钢梁间的三角形区域顶面各焊接一层16mm厚的钢板,并在钢板上提前按照设计位置开孔以便穿钢绞线。在各块钢板上准确地设置4个穿芯式液压提升器,并牢靠地固定在钢板上,每个提升器穿3根15.24mm的高强度低松弛预应力钢绞线,钢绞线下端锚固在钢内筒的吊耳上,上部用导向架固定并设置钢绞线疏导装置。为使提升过程中各提升器同步,在烟囱顶层平台上设置配套的液压同步提升控制箱,各组提升器与控制箱之间高压油管的长度尽量相同,以保证提升过程中的同步性。
泊头市优特液压机械设备制造厂(http://www.btytyyjx.com)主营多种不同型号的烟囱装置、储罐安装设备、钢内筒提升设备,先后与多家大型企业建立了长期稳定的合作关系,同时产品单件或随主机销售到二十余个地区,放心的产品和良好的售后服务深受客户好评。欢迎新老客户来电咨询。